】2026年清明節(jié)放假通知")
對大型基板與大型元件的貼裝")

置數(shù)量詳解")

備使用環(huán)境濕度溫度")

線既要有高速機,又離不開泛用機?")
規(guī)...")
西門子X2S、X3S、X4S貼片機PCB翹曲量
發(fā)布時間:2026-01-13 17:09:48 分類: 新聞中心 瀏覽量:41
在SMT生產(chǎn)中,PCB翹曲量是影響貼片精度和良率的關(guān)鍵因素之一。西門子X2S、X3S、X4S系列貼片機對PCB翹曲有明確的技術(shù)規(guī)范,合理的翹曲控制能顯著提升生產(chǎn)效率與產(chǎn)品質(zhì)量。
PCB翹曲量的多維規(guī)范
1. 垂直于傳輸方向上的翹曲
該方向上的翹曲量最大不得超過PCB對角線的1%,且絕對值不超過2mm。這一雙重限制確保了PCB在橫向上的平整度,避免因過度彎曲導(dǎo)致的定位偏差或元件貼裝不良。
2. 傳輸方向上的翹曲與厚度綜合約束
傳輸方向上的PCB翹曲量與PCB厚度之和必須小于5.5mm。這一綜合指標考慮了實際生產(chǎn)中PCB與傳送導(dǎo)軌的間隙,防止因板厚與翹曲疊加造成的卡板或傳輸不暢。
3. PCB前沿翹曲的特殊限制
PCB前沿(進板方向前緣)的翹曲量最大為2.5mm。前沿翹曲直接影響PCB進入貼片區(qū)域的初始定位,嚴格控制此值可避免進板傳感器誤判和定位基準偏移。
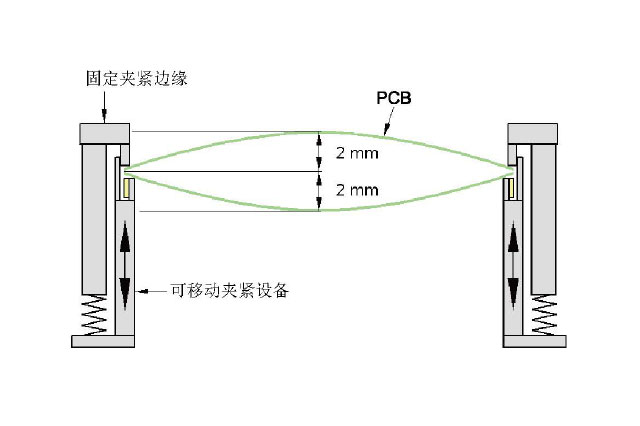
向上翹曲的工藝影響與補償
焦距保持范圍
當(dāng)向上翹曲量在2mm以內(nèi)時,板子中心的墨點(基準標記)能夠保持在數(shù)字相機的有效焦距范圍內(nèi),確保視覺識別精度。但在實際生產(chǎn)中,考慮到機械振動、溫度波動等綜合誤差,建議將此值保守控制在1.5mm以內(nèi)。
貼裝高度的影響
向上翹曲會降低元件實際貼裝高度,可能導(dǎo)致:
焊膏壓縮量不足,影響焊接可靠性
貼裝壓力不均,造成元件偏移或損壞
對細間距元件(如QFP、BGA)的影響尤為顯著
向下翹曲的嚴格控制
向下翹曲量最高不得超過0.5mm,這一嚴格要求主要基于:
向下翹曲可能導(dǎo)致PCB與傳送導(dǎo)軌接觸摩擦,影響傳輸順暢性
可能干擾底部支撐或頂針系統(tǒng)的正常工作
增加板子與貼裝頭碰撞的風(fēng)險
工程解決方案:磁性頂針的應(yīng)用
為達到向下翹曲≤0.5mm的要求,西門子貼片機推薦采用磁性頂針輔助支撐系統(tǒng):
自適應(yīng)調(diào)節(jié):磁性頂針可根據(jù)PCB板下表面輪廓自動調(diào)整高度,提供均勻支撐
減少變形:在回流焊前工序中抵消PCB因溫度或應(yīng)力產(chǎn)生的變形趨勢
兼容性好:適用于不同厚度和尺寸的PCB,靈活性高
實踐建議與質(zhì)量控制
來料檢驗:在PCB入庫時增加翹曲度檢測,確保來料符合貼片機要求
過程監(jiān)控:在貼片工序前設(shè)置翹曲度在線監(jiān)測點,實時預(yù)警
設(shè)備調(diào)校:定期校準貼片機的傳送軌道、支撐系統(tǒng)和視覺對位系統(tǒng)
工藝優(yōu)化:針對易翹曲的薄板或大尺寸PCB,優(yōu)化鋼網(wǎng)設(shè)計、回流曲線等工藝參數(shù)
夾具設(shè)計:對特殊PCB設(shè)計專用治具,提供額外支撐
西門子X系列貼片機對PCB翹曲量的多維規(guī)范體現(xiàn)了精密電子制造中對細節(jié)的嚴格把控。通過理解這些技術(shù)參數(shù)的內(nèi)在邏輯,并結(jié)合磁性頂針等工程解決方案,生產(chǎn)企業(yè)能夠在高精度要求下實現(xiàn)穩(wěn)定高效的SMT生產(chǎn)。在實際應(yīng)用中,建議將設(shè)備規(guī)范與材料特性、工藝條件綜合考慮,建立完整的PCB翹曲控制體系,從而在提升貼裝精度的同時降低不良率與生產(chǎn)成本。
 Pemtron AOI自動光學(xué)檢查 ATHE...")



回流焊爐1913MK7")
雙面3D AOI EAGLE 8800 TWI...")



體LED封裝焊線機AeroLE...")
 R9")
 AD832i")








